Updated August 5, 2024

On October 9, 2012, a series of explosions and flash fires occurred at the US Ink manufacturing facility severely injuring seven workers.
This post provides a summary of the US Chemical Safety Board’s investigation of the US Ink explosion. The goal is to illustrate the factors that contributed to the combustible dust explosion, flash fires, and injuries, while focusing on the role that hybrid mixtures (mixtures of combustible dust and flammable vapors) had in the incident.
A previous literature summary details scholarly research into hybrid mixture ignition and deflagration characteristics. Furthermore, many of the outstanding issues in dust explosion prevention and research is given in this expert roundup post.
This current article extends the information given in the previous posts to provide a practical view of the potential hazards of combustible dusts and hybrid mixtures. The following sections give a description of the US Ink combustible dust event from the CSB report, followed by a discussion of the role of hybrid mixtures in the event.
US Ink Explosion – Incident Description
A summary of the US Chemical Safety Board investigation of the US Ink Explosion and investigation report can be accessed here. The following sections outline the events in the days prior to the US ink event, the combustible dust materials involved, the reconstructed sequence of events, and the conclusions from the CSB investigation.
Installation of a New Dust Collection Equipment
In the days leading up to the combustible dust event, US Ink replaced an outdated wet-scrubber equipment in the facility with new dust collection equipment. A schematic of the new facility layout is shown in Figure 2. The equipment was mounted on the roof of the building and was connected to the top of the three ink mixing tanks using ductwork and flexible connections.

The dust collection equipment was installed on Friday, October 5, 2012, just four days before the explosion. One of the contributing factors outlined in the CSB report is insufficient flow velocity inside the ducts and housecleaning connections that were not included in the initial design.
The insufficient flow velocity lead to an accumulation of solid particles in the ducts. This accumulation combined with flammable vapors sucked through the mixing tank headspace, and caused a volatile sludge-like mixture prone to self-heating. This mixture in the ducts eventual lead to ignition, fire, and explosion in the facility.
Materials Involved
Of the materials used in black and color ink production at the facility two solid dusts and two oils were highlighted by the CSB:
- Carbon Black Particulate Pigment (product name: Printex 310)
- Natural Asphalt Resin Particulate (product name: Gilsonite)
- Petroleum Napthenic Distillate (product name: Raffene® 750K oil
- An Alternative Petroleum Distillate (product name: mineral seal oil)
Of the dusts, Carbon Black had a Minimum Ignition Energy (MIE) greater than 10 J and a KSt of 98 bar-m/s, while Gilsonite had an MIE less than 3 mJ and a KSt between 199-235 bar-m/s.
An indication of the amount of ink dust trapped in the ducts is given in Figure 3, which shows two fully plugged housecleaning pickups. In the ductwork this dust mixed with combustible fumes causing the volatile sludge formation.
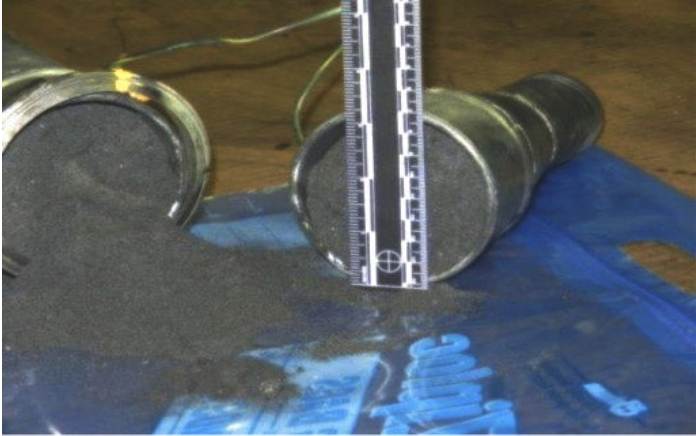
Keep in mind that this collection of combustible ink material in the ducts and housecleaning pickups was after only three days of operation. The amount of fuel available in the facility ductwork for flash fire and explosion was very large at this time.
Sequence of Events
The series of events in the US Ink event was described by the CSB as follows:
- The continuous operation of the dust collection equipment lead to self-heating of the volatile sludge-like material in the ductwork above the third mixing tank.
- Eventually, ignition started in the mixture of combustible vapour, accumulated dust, and sludge-link material in the ductwork.
- The fire burned in the duct work and was drawn into the dust collection equipment on the roof.
- An explosion started in the dust collector, which was suppressed and partially isolated by the installed suppression system. The pressurized discharge of the explosion suppression canister caused a loud thumping on the roof heard by the employees just before the flash fire and explosions inside.
- The explosion in the dust collector caused the flame front in the ductwork to travel counter-current back towards the mixing tanks.
- The rapid pressure rise in the duct caused the initial flash fire at the fuel dump station observed by one of the employees
- The couplings melted above the third mixing tanks releasing fuel and causing the large flash fire above the third mixing tank.
- This flash fire had combustible vapours and combustible dust from the ductwork as fuel, which lead to a large fireball that filled the mixing room and injured the seven employees.
CSB Technical Analysis
The analysis provided in the CSB report for the US Ink event includes engineering design, management of safety, and regulatory considerations.
From the engineering design analysis, the CSB found that factors contributing to the US Ink event included: excessive combustible vapour being introduced into the dust collector ducts; failure to consider the effects of this vapour in the ductwork; blockage of the housecleaning pickups and ink dust piles in chute, due to design failure; and insufficient conveying velocity in the duct main line.
Furthermore, the engineering design analysis also cited insufficient equipment checkup at commissioning, lack of equipment control and monitoring parameters, and that the dust collection equipment were not designed to prevent, contain, or extinguish fires.
Role of the Hybrid Mixture
Mixture of flammable vapours with the combustible carbon black and Gilsonite dusts played several important roles in this event. These are discussed in more detail in this section under the groupings: Role in Ignition and Role in Incident Severity.
Role in Ignition
The role of “condensable” flammable vapours in initiating the US ink explosion and resulting flash fires is demonstrated by the following excerpt from the CSB report:
“The CSB concluded that the explosion and flash fires occurred because of continuous manually controlled heating of the mixing tanks and operation of the dust collection system for several hours after commissioning, with the system continuing to draw condensable vapors into the duct. Continuous operation of the dust collection system led to self-hearing and spontaneous self-ignition of the accumulated sludge-like material and the powdery dust mixture of Gilsonite, carbon black, and clay in the ductwork above T-306. As a result of this activity, the dust collection system dew air past the site where the spontaneous ignition occurred, thereby enhancing combustion of the condensed vapors ad combustible dust. With the dust collection system still in operation, the air in the system blew the dust mixture toward the collector while the fire burned. This situation caused ignition and a pressure rise in the dust collector, which was already filled with the blend of Gilsonite, carbon back, and clay.” Source: US Chemical Safety Board Final Report
The impact of the hybrid mixture on initiation of the event and ignition of the explosion and flash fires can be broken into four categories:
Effect #1: Spontaneous Burning of Duct Material
The first major impact of the combustible dust/flammable gas mixture was formation of the volatile sludge-like material in the ductwork above the mixing tanks.
Experimental testing given in the CSB report indicates that the sludge-like material was very susceptible to self heating and ignition, which initiated the chain of events leading to the explosion and flash fires.
Effect #2: Ignition in the Dust Collector
It is not explicitly explored in the CSB report, but it is reasonable to think that combustible vapours also played a role in ignition of the dust collector explosion.
If the combustible vapours had not been present, ignition in the collector may have been delayed allowing employees more time to organize and leave the building. Alternatively, a fire could have started in the dust collector instead of an explosion, which may have again drawn the employees outside of the building where they may not have been injured.
Effect #3: Ignition of Final Flash Fire
Neither the fire in the duct work or the explosion in the dust collector equipment on the roof were directly responsible for injuring the seven employees. Instead, these initiating events caused a fire/flame front to travel back down the duct work.
Employees were injured when the rubberized duct hose connected to Tank 306 melted and failed. At this point a fireball erupted from above Tank 306, which engulfed and injured the seven employees standing in the doorway of the mixing room.
It is again reasonable to believe that the flammable vapours in the ductwork may have played an important role in ignition of the final fireball that erupted from above Tank 306. As the duct hose failed, fresh oxygen was introduced to the hybrid mixture which may have lead to ignition. Furthermore, this initial reaction may have dispersed more ink dust into the air, adding more fuel to the fireball that injured the workers.
Role in Explosion Severity
In addition to ignition of the explosion and flash fires, there is evidence that the combustible vapors may have played an important role in their severity at the site as well. There are three main points worth highlighting as lessons learned from this event that should be considered in other facilities.
Lesson #1: Dust Collector Design
Although the explosion in the dust collector was suppressed, the backpressure caused the fire and flame front to propagate back into the facility through the duct work. After the event, the CSB learned that the overpressure in the dust collector reached 4.4 psi-gauge, which is larger than the designed overpressure of 3.9 psi-gauge. This is illustrated in the following statement from the CSB report:
“After the incident, the CSB learned that the design total suppression pressure (maximum design pressure for the suppressed explosion) predicted for the dust collector was 3.9 psig. The increase in the total suppression pressure occurred because of the higher rate of pressure rise of the dust mixture compared to the expected design KST of 165 bar-meter per second (bar-m/s)” Source: US Chemical Safety Board Final Report
The designed rate of pressure rise for the suppression equipment was high enough for the carbon black alone and two samples collected from the dust collector after the event (98, 123, and 102 bar-m/s, respectively). However, it was under designed for two individual Gilsonite samples which had KSt of 199 and 235 bar-m/s, respectively.
Furthermore, the dust collector design did not take the combustible vapors into consideration. The literature survey posted previously demonstrated that hybrid mixtures can drastically increase maximum rate of pressure rise of dust explosions. It seems reasonable in this case to think that the flammable vapors may have played a role in the dust collector explosion exceeding it’s designed overpressure.
The lesson from this is that hybrid scenarios must be considered in dust collector design, especially in cases like this when it is known that the flammable vapor will be present.
Lesson #2: Dust Collector Location
In the current case the dust collector equipment was mounted on the roof, so failure of the equipment to suppress an explosion due to hybrid enhancement may not of caused more injuries.
However, if the dust collector was located inside the facility and vented outside, it would be very important to take into consideration the hybrid mixture. Rupture of the dust collector during the explosion or failure to vent the explosion due to the increase rate of pressure rise from the hybrid mixture could cause significant destruction and injury/fatality under these conditions.
Lesson #3: Explosion/Fire Protection in the Ductwork
In this case there was no explosion or fire protection in the ductwork to the dust collector. This was outlined as a deficiency by the CSB and proved critical in causing the injuries sustained by the workers.
Had explosion or fire protection been included in the ductwork, it is important to keep in mind that it must consider the hybrid nature of the fuel mixture and not just be designed for the carbon black or Gilsonite dust.
Summary
The US ink explosion and flash fires is a tragic reminder that industrial explosion events are preventable. Looking back it is possible to indicate several aspects which if changed, would of reduced the number of injuries or avoided the occurrence of the explosion that day. A similar, smaller event happened in Clacton-on-Sea, Essex (UK).
When handling combustible ink dust, the cartridge plays a crucial role in ensuring air quality and safety. Ensuring each cartridge is properly maintained is essential; a vital tip is to check the cartridge regularly. A well-functioning cartridge helps keep the air clean and free from hazardous particles. It’s important to refill the cartridge as needed to maintain the cartridge effectiveness. Another useful safety tip is to follow the manufacturer’s guidelines for cartridge replacement and maintenance. Always store a cartridge in a safe, dry place, and remember to refill them safely. Any cartridge and refill safety tip ensures the air remains safe and reduces the risks associated with combustible ink dust.
The US Chemical Safety board highlighted several key findings and recommendations, for the facilities and management, from this event including proper ducting and dust collector design, insufficient checkup at commissioning of the dust collection equipment, lack of system control parameters, inadequate management of organizational change, and ineffective hazard communication and response planning.
Also included in the CSB report is failure to consider the effect of flammable vapours in the ductwork and dust collection equipment. The hybrid mixture played an important role in the US ink explosion including the initial spontaneous ignition of the sludge like material in the duct work. Furthermore, explosion overpressure in the dust collection equipment exceeded the designed values and the violence of the final fireball which injured the workers may have been increased due to the presence of the flammable vapor.
With respect to hybrid mixtures, the following lessons should be learned from this event:
- Condensible vapors in dust conveying ducts may lead to formation of a volatile self-heating mixture.
- Explosion ignition and severity of hybrid mixtures must be taken into account in dust collector and duct design.
- Ignition sources that may not cause a dust explosion may be enough to ignite a hybrid mixture.
- Explosion violence of hybrid mixtures can be worse than the composite fuels individually.
Leave a Comment
If you have any experience with industrial explosions or fires involving hybrid mixtures it would be great to hear from you.
Leave a comment in the box at the bottom of the page or email [email protected] to reach out.
Thanks for reading and I look forward to talking soon!
