Guest Author: Dr.-Ing. Johannes Lottermann
Much has been written and will continue to be written about the risks of combustible dust in a manufacturing facility, if for no other reason, than because people are injured and die every year from combustible dust-related explosions1.
From a manufacturer’s perspective, the costs involved in not protecting a facility are prohibitive: should an incident occur, an operation may be out of business for weeks/months and its’ customers will go elsewhere. The community outcry will be enormous and damage to an organization’s reputation will result. The costs for startup, fines, compensation to the injured, etc., are very high. It just isn’t worth the risk2.
Unfortunately, the costs of protecting a facility can also be very high, so every manufacturing facility must work closely with its’ “consultants”—manufacturers, representatives, engineers, risk consultants, insurance consultants and others—to develop the best, most cost-effective working solution for their particular manufacturing process. Therefore, plant process hazard analyses and dust testing should be an integral part of the total safety concept per NFPA standards, OSHA requirements, and as a practical matter3!
One process that has received limited attention with respect to protection against combustible dust risks to date is the spray drying process. The risks are great as are the potential costs for protection following conventional design standards.
New basic interpretations, however, in accordance with the VDI 2263 Data Sheet 7 guideline, “Dust Fires and Dust Explosions for spray dryers — Hazards, Assessment and Protective Measures,” have recently been released which specifically address fire and explosion protection in spray-drying facilities4,5. These interpretations will be discussed as an alternative cost-effective method of protecting spray dryer processes as they specify the partial volume approach for the sizing of explosion relief devices described in NFPA 68 and FM Global Loss Prevention Data Sheet 7-76.
Thus this method should be discussed in detail with Authorities Having Jurisdiction (AHJ) in the interest of improved compliance leading to increased safety in addressing the combustible dust hazard.
Combustible Dust6
Any airborne organic dust that can burn could lead to an explosive atmosphere. If there is a combination of such dusts with a sufficient ignition source, explosions can occur. OSHA requires in its general duty clause that employers provide a “…place of employment which are free from recognized hazards…“7, so measures must be taken to avoid or reduce the damage caused by such explosions.
The risk of combustible dust explosions is often underestimated: For example, we use powdered milk in food we eat and handle such powder in our kitchens, living rooms, coffee shops and even airplanes. When stored at home in small amounts or even in big bags at warehouses, milk powder is considered a harmless product – as long as fine dust particles are not airborne, dispersed and in contact with a source of ignition such as a mechanically created spark, a spark created by discharging static electricity, a hot surface, or an open fire.
As a “Checklist for an Explosion,” the following elements have to be in place to create an explosion:
- combustible dust
- a confined area
- oxygen
- an ignition source
- dispersion of dust particles
Combustible Dust Risks in the Spray Drying Process
Spray-dryers are primarily deployed in the chemical and food industry, for processes such as powdered milk, detergent powder or infant formula production. The liquids (slurries) are atomized in a drying tower by means of pressure nozzles or rotating discs. The powdery commodity is dried through hot current or counter-current gas.5
These processes are extremely explosive, as all above mentioned “elements” for a dust explosion are “naturally” in place5, 6:
- combustible dust → the dried product
- a confined area → the drying chamber
- oxygen → by the warm air
- an ignition source → embers, mechanically sparks created by broken atomizing discs, etc.
- dispersion of dust particles → the drying process requires dispersion
Unfortunately, these conditions are present in other elements of typical spray drying installations (cyclones, bag filters, fluid bed driers, screens) as well – so wherever the explosion starts it could propagate to all interconnected vessels.
For this reason, it is necessary to equip the spray drying process with appropriate protective measures.
Appropriate Protection for the Spray Dryer Process
The NFPA approach
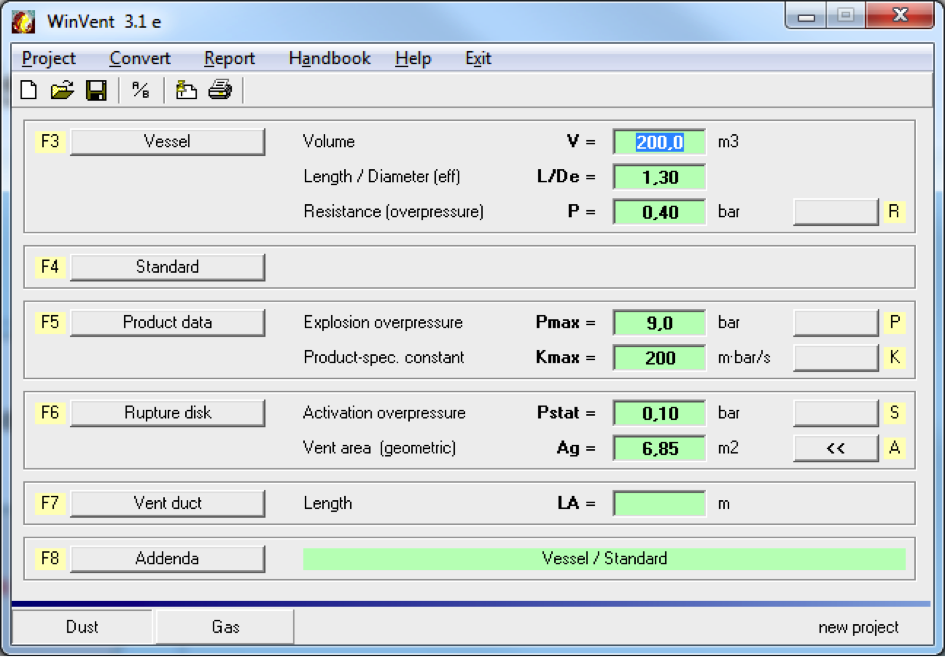
Per NFPA 68, the conventional approach to protecting a spray dryer would be to apply so called explosion relief devices that offer a certain venting area taking into account the entire chamber volume, the strength of the vessel and the so called KSt-value (pressure rise normalized to a 1 m3 – chamber), although the process conditions inside a spray dryer are quite different from the vessels that the NFPA 68 committee had in mind when publishing the standard. The NFPA approach for protection of spray dryers, from the perspective of explosion safety experts, is much too conservative and leads to an over-engineered result 8.
The following example of a 200 m3 spray drier where the required venting area following NFPA 68 would be 6.85 m² shall demonstrate this in comparison to the VDI approach.
VDI Approach
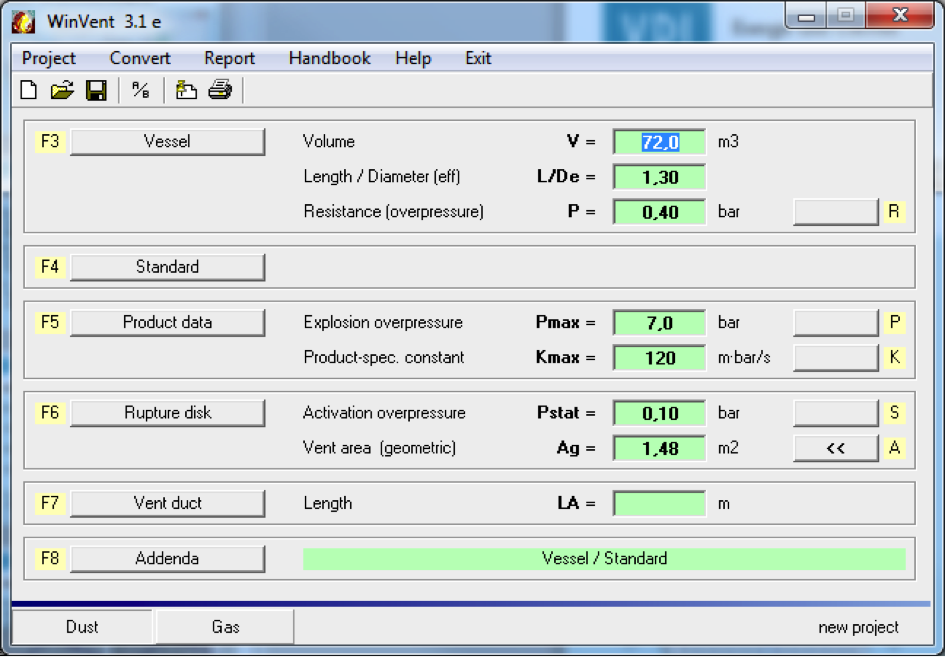
The new VDI approach described in the European Guideline VDI 2263-7 takes into account, for example, that the temperature (resulting in dust temperatures of 176° F/80°C within the drying tower) influences the maximum explosion pressure Pmax. In addition, under certain conditions only 1/3 of the tower volume is needed for the calculation, since the product located in the upper area of the dryer is still moist and, thus, the atmosphere not explosive.
The KSt value is significantly influenced by the dust concentration 9. Since the concentrations in spray dryers are much lower (maximum: 250 g/m3) than the “perfect explosive mixture”(typically around 500 – 600 g/m3), the VDI approach only takes the pressure rise of the realistic dust concentration into account and reduces the required vent area in a next step to an appropriate level of protection.
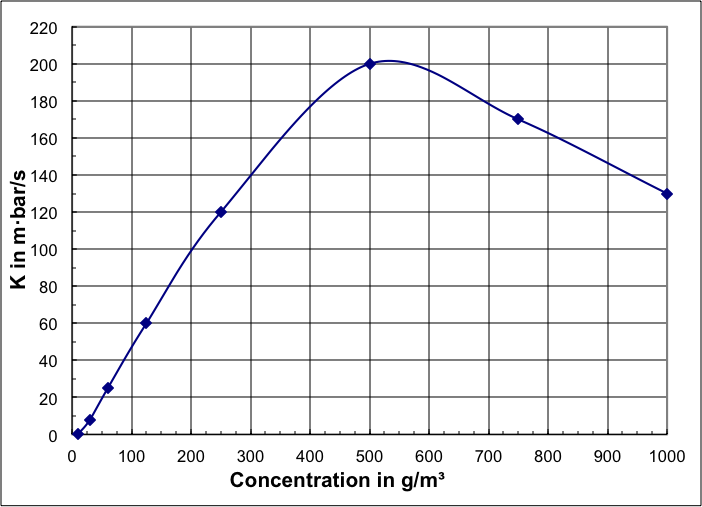
The same 200 m³ spray drier that would require 6.85 m2 per NFPA 68 would realistically only need 1.48 m2, since the pressure rise (KSt-value) may be reduced from 200 to 120 per the graphic per above. Furthermore, the volume taken into account would only be the cone volume– the alignment of the maximum explosions pressure to the process conditions is the final step of this engineered approach.
Critical readers might think that it is all well and good that a European guideline exists, but such a guideline wouldn’t be allowed to be used in the US. Also, these critical readers might prefer the additional “safety margin” of the over-engineered approach, which might give rise to a more “comfortable feeling”.
These same readers should know that NFPA always gives a performance-based design option as an alternative, which simply means that other approaches are also allowed. And, let’s remember, purchasers also have the right to have a “comfortable feeling” that will result in improved compliance with regard to the non-specific partial volume approach. Anyhow, this innovative calculation method allows for effective explosion protection with venting at an affordable, competitive price. Since most spray dryer installations are indoors, indoor flameless venting would then be the solution to consider.
Indoor Flameless Explosion Venting
With indoor venting systems, originally invented by REMBE®, such as the Q-Rohr-3®10, explosion flame temperatures that reach up to 1500 °C (2,732 °F) are efficiently and effectively cooled down through energy transfer taking place in the unique stainless steel mesh filter basket developed by REMBE®. This transfer fully extinguishes the flames. Additionally, the pressure rise and increased noise level associated with free vented explosions are massively reduced to negligible, harmless levels. The specially developed filter ensures that no burnt or unburnt dust particles are discharged. After an event, simply clean and replace the bursting disc and the flameless vent is immediately ready for operation once again.

With indoor venting systems, installation is uncomplicated and cost-intensive venting ducts are eliminated. Procedure-optimized installation within the immediate vicinity of people and machines is also an advantage, as is visual inspection without high-priced maintenance costs. All of these features add up to additional savings.

Realistic Combustible Dust Explosion Protection
A modern explosion protection system must be safe and economically reasonable. Only in this way can the level of protection, and thus occupational safety, be ensured.
The VDI approach for protecting spray dryers is just one example of a method to potentially reduce an operator’s cost to protect. Realistically evaluating risks is another approach that may result in less equipment or less costly equipment being used. Whatever the approach, spray dryer processes must be evaluated for their combustible dust risk and protected accordingly.

Dr. Lottermann is Director of Explosion Safety at REMBE Safety & Control in Brilon, Germany and holds a PhD in Safety Engineering at the University of Wuppertal. Johannes has over 11 years experience in fire and explosion safety and is Chairman of the Scientific Technical Committee at the Intercontinental Association of Experts for INDustrial EXplosion Protection (IND EX).
Footnotes
1. Incidence numbers vary and the near misses are not accounted for. See, for example: Peetz, Ben, CFPS, Combustible Dust Fires and Explosions, https://www.fireengineering.com/articles/print/volume-165/issue-3/features/combustible-dust-fires-and-explosions.html According to OSHA, since 1980, almost 150 workers have been killed and more than 850 injured in combustible dust explosions.
2. See, for example, Febo, Jr, Henry, Processes for Drying Powders – Hazards and Solutions https://www.aidic.it/cet/13/31/119.pdf
3. OSHA on Combustible Dust: https://www.osha.gov/Publications/3371combustible-dust.html; Every NFPA Standard relating to Combustible dust. NFPA: see, for example, NFPA 69, 2014 section 4.2.3.
4. European Guideline VDI 2263-7, Dust Fires and Dust Explosions –
Hazards, Evaluation and Protection Measures, 3/2013.
5. Febo, Jr, Henry, Processes for Drying Powders – Hazards and Solutions https://www.aidic.it/cet/13/31/119.pdf, p.4
6. For more information on Combustible dust, see, Mayer, Gerd, Ph.D, Mitigate Explosions with Indoor Flameless Venting, Chemical Processing e-handbook 1302 v2 page 24:
https://www.chemicalprocessing.com/assets/wp_downloads/pdf/powder-ehandbook-1302-v2.pdf
7. OSHA General Duty Clause: https://www.osha.gov/pls/oshaweb/owadisp.show_document?p_id=3359&p_table=oshact
8. Febo, Jr, Henry, Processes for Drying Powders – Hazards and Solutions https://www.aidic.it/cet/13/31/119.pdf , p.5 . NFPA 68 Standard on Explosion Protection by Deflagration Venting, 2013
9. Combustible Dust defined: https://www.osha.gov/Publications/3371combustible-dust.html;
Vahid Ebidat, Ph.D, Dust Explosion Hazard Assessment, 2009 presentation: https://www.aiha.org/get-involved/LocalSections/MetroNewYork/Resources/Presentations/Combustible%20Dust%20-%20Dr.%20Ebadat,%20Chilworth.pdf.
10. REMBE® invented the so-called flameless venting technology in the 1980´s and has continued to introduce upgrades to their technology to increase the adaptability of the system to most processes The Q-Rohr-3® indoor explosion venting system is licensed/compliant with all currently relevant guidelines, e.g. NFPA 68, VDI 3673, EN 16009 or EN 14797. For more information see https://www.rembe.us/products/explosion-protection/indoor-outdoor-flameless-venting-systems/
